生产节拍管理的三个基本概念:节拍时间 + 实际节拍时间 + 周期时间
1)节拍时间
节拍时间,英文翻译为Takt Time,简称为TT,其计算公式为每天可用的生产时间与每天客户需求量的比值,比如当天可用生产时间为400分钟,客户需求量为200件,则生产节拍即为2分钟/件。TT表示的是客户需求节拍,即在满足客户需求的同时不进行过量生产,连续完成两个相同产品所需的时间间隔。以上为理论的节拍时间。
2) 实际节拍时间 在实际加工作业中,往往会出现异常、停机等情况,不能按照理论节拍时间进行生产,所以又衍生出实际节拍时间一-ATT(Actual Take Time),指生产线连续完成两个相同产品所消耗的实际时间间隔。
3)周期时间
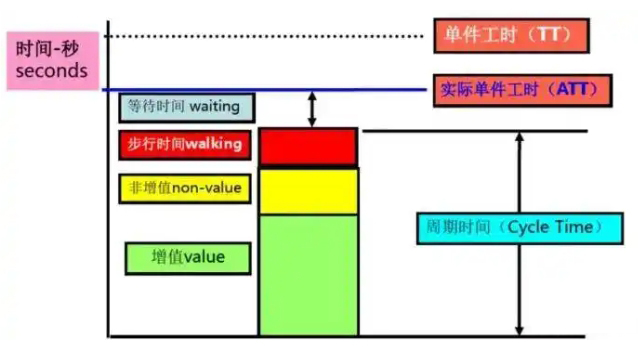
周期时间一-CT(Circle Time),指操作人员完成固定操作/工序所需要的时间,包含了增值和非增值的时间要素。我们用一张图来表示三个概念的关系
节拍管理的目的就在于尽可能地缩小ATT与CT的差距,从上图来看即尽可能地缩小等待时间使操作人员/设备的生产能力得到有效利用。以上三个时间管理针对的是单个工序,生产节拍管理的另一大作用为平衡各个工序之间的生产能力,使生产线达到平衡这里我们首先需要明确一个概念,制约一个生产线最大产能的工序不是作业速度最快的工席,而是作业速度最慢的工序,这个最慢的工席,我们称其为瓶领工序
产线平衡需要对一条产线上的所有工序进行负荷分析,通过调整工序间的各项负荷值使其达到平衡,调整的关键点就在于瓶预工序的改善,改善方法有很多种,比如增加设备、改善作业动作、作业拆解分割、ECRS等等总之,节拍管理不是简单的时间测量和制作出一个节拍时序图本身,而是在于掌握分析企业制造能力和解决瓶颈状态的手段,通过科学的改善方法,不断消除工序中的不增值环节,提高企业流畅生产的效率,这才是节拍管理的初衷与核心。