云SPC是基于云技术的SPC统计过程控制管理信息系统,简单易操作,只需要输入抽样数据便可生成各种常规统计控制图,并按SPC的八大判异原则智能检验提示,无需过多专业统计知识,使SPC易于在生产一线全面推行。
从产品质量特性管控立项、制定控制计划、抽样、控制图管控以及发现异常建立团队改善活动等过程形成闭环管理,对所有SPC项目和控制计划实行二维码管理,不仅提升管理和共享效率,更能在客户面前树立起企业数字化的形象。

统计过程控制系统(SPC)——
让工厂连续稳定地产出高质量的产品。

轻量化的SPC更易操作,可生成常规 Xbar-R图、Xbar-S图、X-MR图、P图、nP图、C图、U图和I-MR图等。

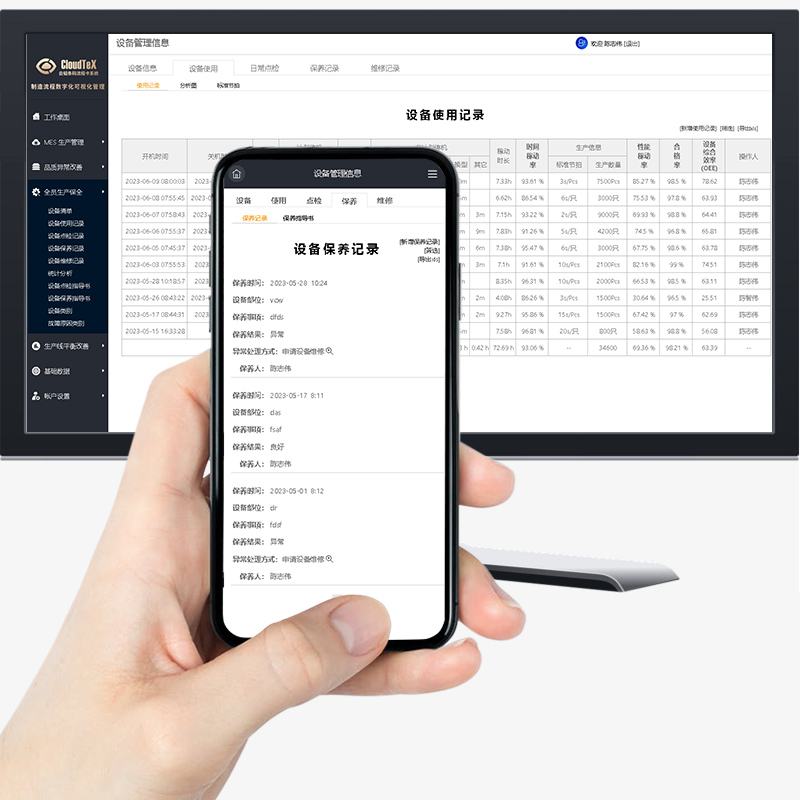
低成本的SaaS云平台,无需添更多电脑,电脑与手机均可随时随地操作,有利于生产“现场现物现实”管理。

由CTQ立项,编控制计划,抽样并实施SPC管控,若过程有异常发起8D团队解决,形成有效的闭环管理。
CTQ项目、控制计划赋予二维码使生产具有回溯审计能力,满足FDA. ISO.QS/TS法规要求,简化合规流程。
采用国际标准ISO 8258:1991的常规控制图八大判异准则,系统自动检验控制图给出异常提示。

自动计算过程能力指数和西格玛水平,有效监控当前过程绩效、预测未来绩效,降低由变异引起的损耗。
适用于样本子组大小不超过10个的计量型数据,变量控制图可以监视过程在一段时间内的稳态可控性,帮助跟踪检评估过程变异和识别变化的原因并进行调查。
Xbar(均值)控制图:用于观察分布的均值随着时间推移的变化。用来分析过程控制的水平和检测特殊原因存在的影响。
R(极差)控制图:随着时间的推移检测过程变化范围。
S(标准差)控制图:随着时间的推移检测控制过程标准差的变化。
MR(移动极差)控制图:随着时间的推移检测连续样本之间的变化。

样本数据属于计数型数据,例如,将产品与标准进行比较,统计不合格数或不合格率,也可以是统计样本的缺陷数或单位缺陷数。
P(不良品率)控制图:用于检测控制随着时间的推移过程的不良品率P是否保持在所要求的统计受控状态。
nP(不良品数)控制图:nP控制图检测控制的是不良品的实际数量。
U(单位缺陷数)控制图:检测控制单位产品缺陷数是否保持统计受控。
C(缺陷数)控制图:检测控制生产过程产品缺陷数是否保持统计受控。
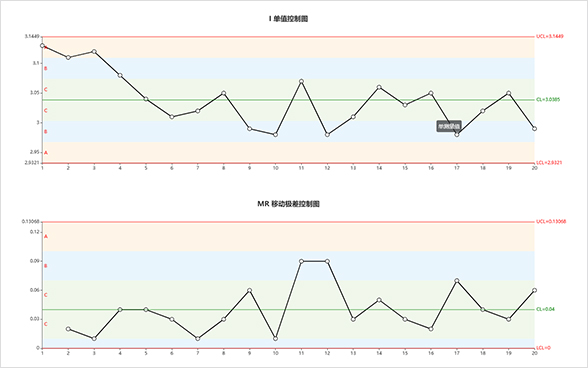
常用有I—MR(单值—移动极差)控制图,可以在拥有连续数据且这些数据是不属于子组的单个观测值的情况下监视过程的均值和变异。
I—MR控制图通常用于测量费用高昂、生产量偏低或产品生产周期很长的生产过程。