在全因子设计的计划中,关键是选定因子及确定它们的水平。
例6-2 提高铣床加工精度试验。
在生产引擎活塞时,用铣床加工其顶面的平面度是关键指标。在提高顶面加工精度(即平面度数值越小越好,平面度的单位是μ)的工艺研究中,发现有3个因子很重要,它们是因子A:铣刀转速;因子B:铣刀水平移动速度;因子C:铣刀后倾角的角度。对每个因子都设定了高低两个水平。我们希望考察这 3 个因子中,哪些因子效应及交互效应是显著的。其具体的取值如下:
因子A——铣刀转速。低水平:800转/分钟,代码化为-1;高水平:900转/分钟,代码化为1。
因子B——铣刀水平移动速度。低水平:2.4毫米/秒,代码化为-1;高水平:2.8毫米/秒,代码化为1。
因子C——铣刀后倾角的角度。低水平:80度,代码化为-1;高水平84度,代码化为1。
准备做全因子试验并安排4个中心点(即2^3 + 4次)的试验,如何安排试验计划呢?
解题:
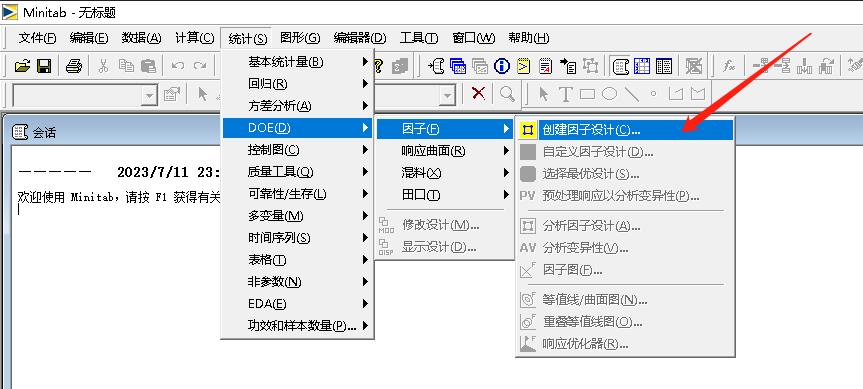
我们利用Minitab来帮我制定一个较合理的实验计划,操作路径:统计-->DOE-->因子设计-->创建因子设计。
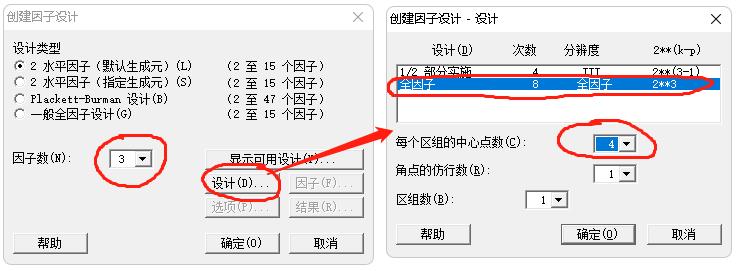
在弹出对话框中的因子个数填写3;然后点击“设计...”,在设计对话框上方先“全因子”,在“每个区组的中心点数先 4 ,确定;
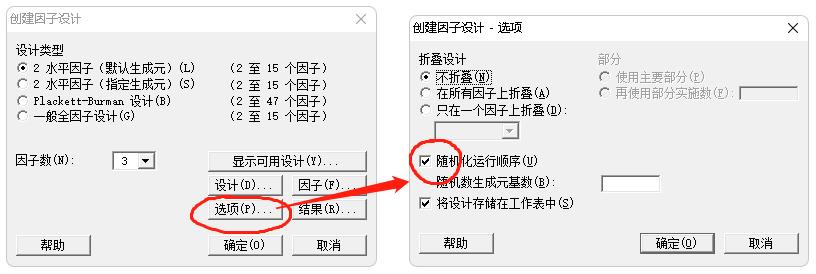
接着点击“选项”,在对话框中点选“随机化运行顺序”,确定。
Minitab便生产代码化试验设计安排表:
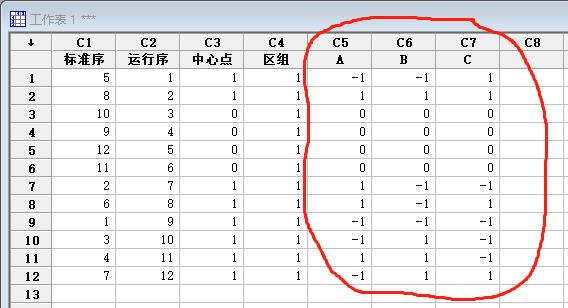
将代码化手工改成低/高水平和中心点的实际值,整理成真正实施试验的安排表格,也可以导出成Excel以便于的试验开展。
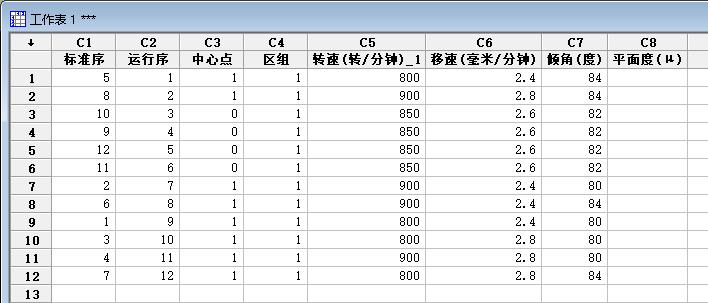
其中,平面度(μ)便是留空待试验过程填写记录试验数据的。

